
資訊中心
-

-
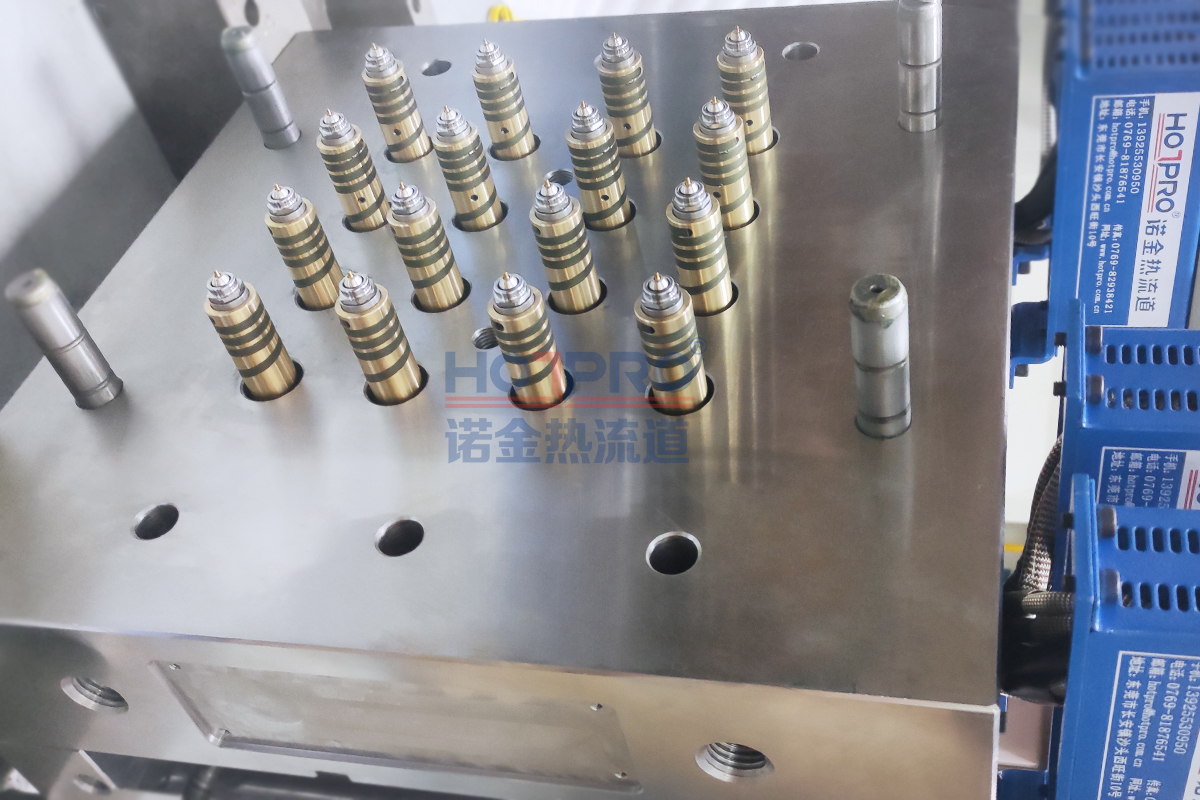
多腔尖嘴熱流道使用(yòng)的注意事項
多(duō)腔開放式點澆口(尖嘴)熱流道係統,在生產過(guò)程中容易出現問題,主要原因是熱嘴外徑比較小,腔數多,澆口小(xiǎo)因此在生產上周期比普(pǔ)通單頭(tóu)熱流道係(xì)統要長很多。以下總(zǒng)結了多腔(qiāng)尖嘴熱流道使用七(qī)點注意事項:1、注塑時(shí)...
-

-
熱流道溫控箱妙用(yòng)的小秘訣
熱流道溫控箱妙(miào)用, 熱流道溫控箱還有一個功能(néng)就是(shì)可以讓親愛(ài)使用(yòng)者監控到模具(jù)裏麵(miàn)熱(rè)流道係統的異常,如出現(xiàn)熱流(liú)道(dào)通常生產,突然出現熱流(liú)道溫(wēn)度跳動浮度大,如(rú)設定300℃降270℃或更低(dī),熱流道溫控出現異常報(bào)...
-

-
詳細介紹熱流道熔接痕的形成(chéng)與解決方法
熔接痕的強度、外觀及耐溶劑性(xìng)受下列因素影響1.熔接(jiē)痕強度低的原因分析。2、不(bú)完全的分子纏(chán)繞和(hé)擴散。3、不希望的分子取向。...
-

-
熱流道漏料是什麽原因造成(chéng)的呢
熱流道是一(yī)種用於模具上(shàng)麵來(lái)幫助塑(sù)膠融化從而進行(háng)的一個循環式注塑生產,它還可以控製91视频在线的料溫、稠度以及射出壓力等,從而讓技術員在調機的時候可以隨心所欲(yù),已達到打(dǎ)出理想的(de)產品,由於熱流道長期處於高溫環境中...
-

-
開放式(shì)熱流道模(mó)具和(hé)針閥式熱流道模具(jù)的不同點
因開放式熱流道是隨注射機螺杆前進射膠時衝破冷凝(níng)澆口(kǒu)才能注射至(zhì)模具內,反(fǎn)之(zhī)在注射(shè)機內螺(luó)杆後退時隨澆口冷凝才(cái)能關閉(bì)出膠(jiāo)口,而(ér)針閥式(shì)熱流道,在一模多熱咀(jǔ)注射時熱(rè)咀的澆口隨注(zhù)射機螺杆前進射膠時,通過(guò)氣(液)壓...
-

-
介紹開放式熱流道模具和(hé)針閥式熱流(liú)道模具的不同點
因開放式熱流道是隨注射機螺杆前進射膠時衝破冷凝澆口才(cái)能注射至模(mó)具內,反(fǎn)之在注射機內螺(luó)杆後退時隨澆口冷凝(níng)才能關(guān)閉出膠口。而針(zhēn)閥式熱流道,在一模多熱咀注射時熱咀的澆口(kǒu)隨(suí)注射(shè)機螺杆前進射膠(jiāo)時,通過氣(液)壓...
-

-
熱(rè)流(liú)道模具要注意哪些步驟
1.塑料能夠形(xíng)成和加工塑料的原因是,它在溫度和壓力的作用下會變形,並且根據加熱溫度可以分為四種形(xíng)式。高彈性形式(橡膠(jiāo)態),T1~T2,由於外部變形(xíng),未達到熔融形式不易形成。粘性流(liú)動狀態(塑化形式(shì)):T...
-

-
針閥熱流道單獨每個澆(jiāo)口開啟時間
1、針閥式熱流道,通過控製(zhì)澆口開啟(qǐ)時間,保證型腔(qiāng)填充順暢及熔體流動平衡,消除(chú)熔接痕。大型注塑件的注(zhù)塑製造通(tōng)常需要兩個或多個熱澆(jiāo)口才能注滿。對於普通的(de)熱澆(jiāo)注係統,在注射開(kāi)始時澆口便隨之同時開啟。這樣的進(jìn)...
-

-
注塑機與模具熱流道相輔相成的關係
保(bǎo)證熱流道模具(jù)可以自動(dòng)操作的設備,由機器人或簡便可控的機械手,比如:1、產品需要安放嵌件、標簽或(huò)薄片等到模具中。2、脫出塑料件 或加速它們(men)頂出。3、控製塑料件的(de)移動和減少啟動時間附件。...
-
-
帶你了解購買熱流道(dào)係統要注意些什(shí)麽?
挑選一個熱流(liú)道經(jīng)銷商時,要重中之重調查2個基礎層麵,一是該熱流道經銷商生產製造的熱流道元(yuán)器件的種類總數與品(pǐn)質,二是該(gāi)熱流道經銷商在磨具客戶所屬地域的服務支持(chí)與售後維修服務。在應用熱流道模具時,除(chú)開要采...
